 137-9359-7738
137-9359-7738
137-9359-7738
137-9359-7738












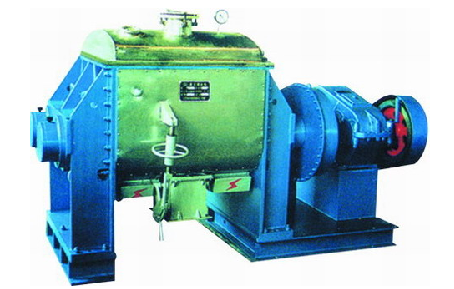

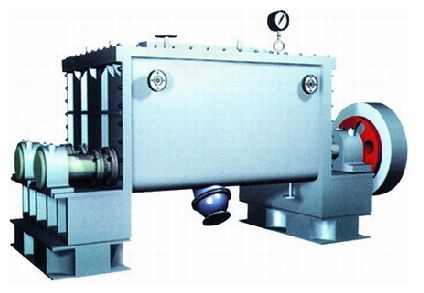


















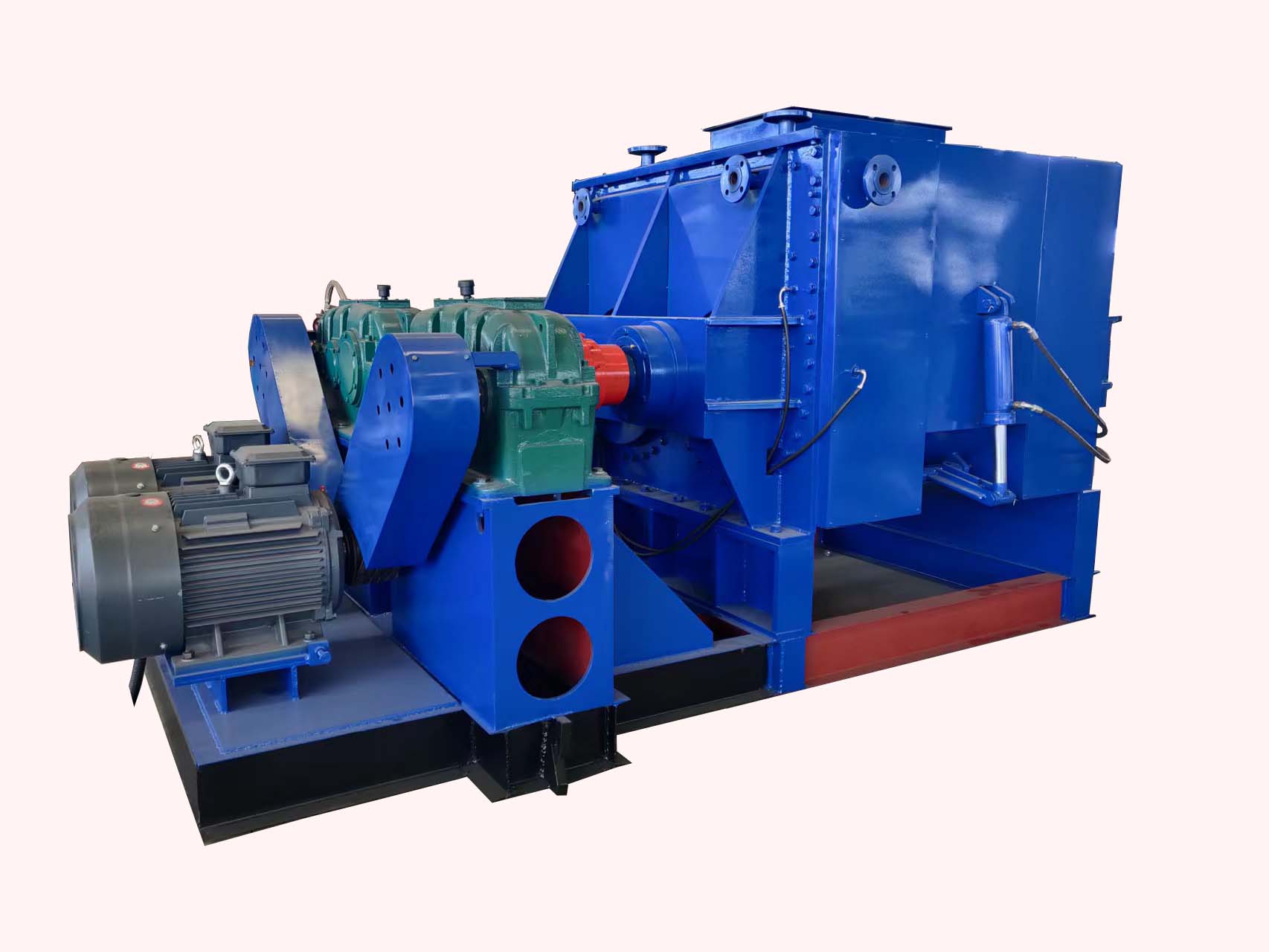


硅橡胶捏合机维护保养:1、捏合机安装后首先进行清理、去污及擦拭防锈油脂。检查各润滑点,注入润滑油(脂)。
2、开车前检查三角皮带涨紧程度,通过调节螺栓将电机移至适当位置。
3、检查紧固件是否松动,蒸汽管道是否泄露,电路及电器设备是否安全。电加温型捏合机一定要有接地装置
4、试车前将捏合机室清理干净,作10-15分钟空运转,确认机器运转正常后再投入生产。通常新机齿轮(含减速机)初期使用时噪声较大,待走合一段时间自然减小。
5、使用蒸汽加温时,进管道处应装有安全阀及压力表,蒸汽压力不得超过标牌知识的拌缸使用压力要求。
6、拌浆捏合时应减少使用反转。
7. 各润滑部位应经常注油。
8. 墙板密封部不应有原料泄漏现象。
9. 皮带松紧程度适宜,定期检查调整或更换。
10. 蒸汽管道不允许泄漏,机器停用时应关闭阀门,并保证安全阀压力表的可靠性。

硅橡胶捏合机需要的是日常的保养,具体事项如下:
1、传动系统:
A三角带为易损件,三角带的松紧应适宜,伸长后,调整电机座即可。
B圆柱齿轮减速机使用齿轮油,第一次保养为500工作小时,其余参考减速机使用说明书。
C捏合机传动齿轮应定期加入润滑脂。
D主机轴端轴承处应定期加入润滑脂。
2、液压系统:
液压系统应定期更换油品,并注意油质是否变色,换油约每年更换一次。液压缸的保养注意是否漏油并保证活塞杆的清洁。
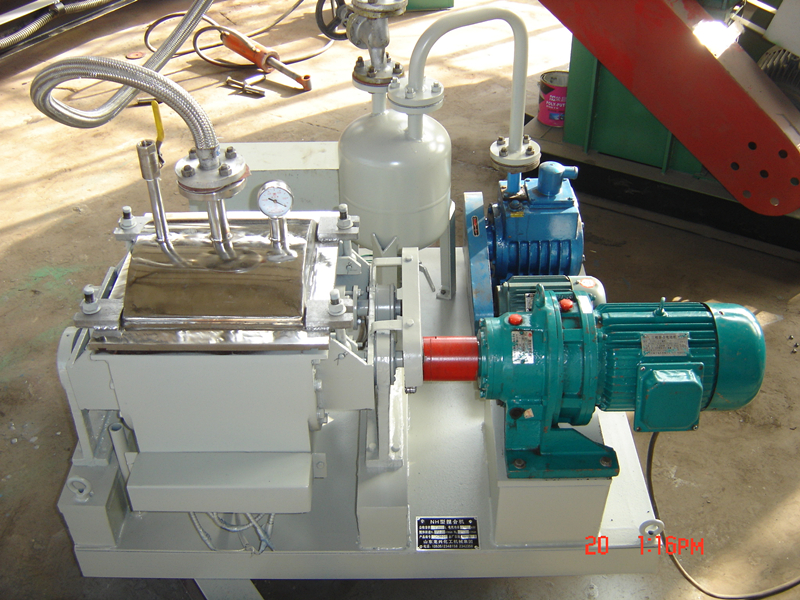
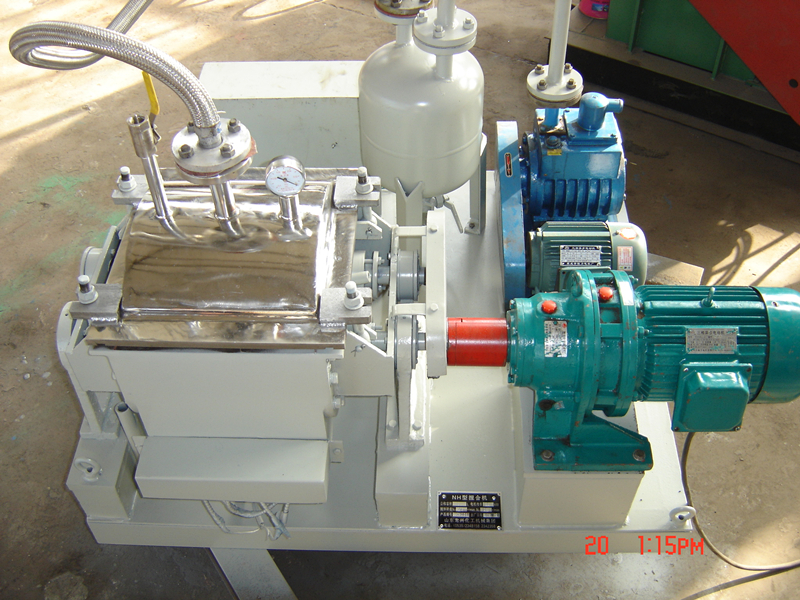
3、若为真空型:
真空泵的保养请参照真空泵使用说明书,切忌无水运转,缓冲罐内应定期排水。
4、加热系统:
蒸汽加热系统应定期检查各阀门管路, 重要的是安全阀的检查,避免搅拌缸夹套过载承压。导热油加热系统,严禁电热罐干烧,并注意检查家套内的导热油量,随着导热油的损耗,随时添加。
5、轴封部分:
轴封采用四氟乙烯V型环或四氟盘根,或其两者的组合使用。日常检查轴封部位不可太松,应调整至略具压紧的状态,但不可强力太紧。轴封部位应每半年作一次大保养,拆下密封座,并用硅油清洁轴颈与密封座室,更换V型环或四氟盘根,应采用斜切口。
|
捏合机技术参数 |
|||||||||
|
型号 |
捏合缸(L) |
电机功率 |
出料方式 |
加热方式 |
|||||
|
全容量 |
投料量 |
||||||||
|
NHZ-5L |
5 |
3 |
1.5~3 |
手动翻缸或液压翻缸 |
导热油 |
电 |
蒸汽 |
||
|
NHZ-10L |
10 |
6 |
2.2~5.5 |
手动翻缸或液压翻缸 |
导热油 |
电 |
蒸汽 |
||
|
NHZ-50L |
50 |
30 |
4.5~7.5 |
手动翻缸或液压翻缸 |
导热油 |
电 |
蒸汽 |
||
|
NHZ-100L |
100 |
60 |
5.5~11 |
手动翻缸或液压翻缸 |
导热油 |
电 |
蒸汽 |
||
|
NHZ-200L |
200 |
120 |
7.5~15 |
手动翻缸或液压翻缸 |
导热油 |
电 |
蒸汽 |
||
|
NHZ-300L |
300 |
180 |
11~18.5 |
翻缸 |
下出料 |
螺杆出料 |
导热油 |
电 |
蒸汽 |
|
NHZ-500L |
500 |
300 |
18.5~37 |
翻缸 |
下出料 |
螺杆出料 |
导热油 |
电 |
蒸汽 |
|
NHZ-1000L |
1000 |
600 |
22~55 |
翻缸 |
下出料 |
螺杆出料 |
导热油 |
电 |
蒸汽 |
|
NHZ-1500L |
1500 |
900 |
30~75 |
翻缸 |
下出料 |
螺杆出料 |
导热油 |
电 |
蒸汽 |
|
NHZ-2000L |
2000 |
1200 |
45~110 |
翻缸 |
下出料 |
螺杆出料 |
导热油 |
电 |
蒸汽 |
|
NHZ-3000L |
3000 |
1800 |
55~160 |
翻缸 |
下出料 |
螺杆出料 |
导热油 |
电 |
蒸汽 |

 鲁公网安备 37068302000447号
鲁公网安备 37068302000447号